









원활한 제어 및 모니터링을 통해 최대 처리량에 맞게 최적화 구현: Beckhoff I/O 생산 라인에서 프로그래밍, 변경, 조정, 교정 및 기능 시험 실시. © Beckhoff
Beckhoff는 2021년 가을에 I/O 구성품의 최종 검사 방법을 전면적으로 재고하기 시작했다. 매우 다양한 유형의 터미널이 생산되고 있는 상황에서도 테스트 용량 및 처리량을 대폭 증대시키는 것이 목적이었다. 전적으로 Beckhoff의 자체 장비 생산 부서에서 제작된 이 시스템은 교대 근무팀 1조당 약 10,000개의 터미널을 완전 자동으로 프로그래밍하고, 수정 및 시험할 수 있다. 이러한 빠른 속도와 유연성은 정교한 시스템 개념뿐만 아니라 지능형 XPlanar 이송 시스템, PC 기반 제어 및 다양한 EtherCAT 터미널의 결과물이다.

I/O 터미널의 프로그래밍 및 시험 시간에는 변동이 없으나, 처리량에는 상당한 변화가 있다. 철저한 프로그래밍과 시험을 거쳐 3초마다 1대의 터미널이 시스템에서 배출되고 있다. © Beckhoff
“매년, Beckhoff가 달성하는 성장과 보조를 맞춰 앞으로 나아가는 것.” 이것은 데모 시스템 부서장, Michael Golz에게 있어 과거에도, 그리고 지금도 여전히 달성해야 하는 도전 과제이다. 휘하에 약 40여 명의 직원을 거느리고 있는 Michael Golz 부서장이 담당하는 다양한 업무 가운데에는 운영 장비의 구축도 포함되어 있다. 이들은 I/O 터미널의 최종 검수 시스템에 있어서도 완전히 새로운 접근법을 시도하였다. 여기서는 XPlanar를 이송 시스템이면서 동시에 특수 개발 펌웨어 프로그래머, 그리고 유니버설 테스트 캐비닛(universal test cabinet)을 갖춘 테스트 스테이션으로 사용하고 있다. Michael Golz는 다음과 같이 강조한다. “평균적으로, 완전한 테스트를 거쳐 적절한 펌웨어를 통해 프로그래밍 되어 있는 I/O 터미널이 3초마다 시스템에서 배출됩니다. 이는 터미널의 종류, 그리고 납품 순서와는 무관합니다”. 현재 동 시스템에서는 약 200여 종에 달하는 터미널을 프로그래밍하여 시험하는 것이 가능하다. 시스템 내에 존재하는 종류의 개수 역시 교대 근무팀 1조 당 10,000개에 달하는 터미널 생산 속도에 전혀 영향을 미치지 않는다.
특히 Beckhoff는 FPGA, 컨트롤러, 또는 아날로그 채널 포함 여부를 불문하고 프로그래밍 및 그 후속 기능 시험에 걸리는 시간이 제각각이라는 점에서 거의 불가능한 과제를 해결하기 위해 도전하고 있는 것으로 보인다. 팀 동료들과 함께 테스트 캐비닛을 개발, 프로그래밍, 시험한 Stefan Engelke는 다음과 같이 설명한다. “펌웨어 설치 및 모든 아날로그 채널 조정 완료까지는 최대 30초의 시간이 걸릴 수 있습니다.”

3개의 선로 위에 배치되어 비전 시스템을 갖춘 브릿지가 각각의 터미널이 지나갈 때마다 DataMatrix 코드를 스캔하고 이것을 XPlanar 무버의 ID와 매칭시킨다. © Beckhoff
펌웨어 설치와 기능 테스트를 분리해 병렬화하는 작업을 통해 이러한 시간 문제를 해결할 수 있다. 이것은 그 자체로는 완전히 혁신적인 아이디어라 할 수는 없으나 한가지 선구적인 요소를 들자면 전체 내부 로지스틱스, 그리고 터미널을 워크스테이션에 투입하는데 있어 XPlanar가 지닌 높은 자유도의 체계적인 사용이라고 할 수 있다. 제품이 2D 상에서 자유롭게 움직일 수 있으므로, 단일 버스 터미널이 테스터 내에서 10초를 머무는지, 1분을 머무는지 여부는 중요하지 않다. 남아 있는 무버는 사용 중인 스테이션을 지나 비어 있는 다음 스테이션으로 바로 이동하기 때문이다. 전체 시스템의 처리량은 따라서 개별 지연에 의해 영향을 받지 않는다.
쉽고, 유연하며, 투명한 취급 구현
Michael Golz는 다음과 같이 설명한다. “그럼에도 불구하고 이러한 프로세스는 매우 간단합니다. 조작 인원이 설정해야 하는 항목은 아무것도 없으며, 이들이 해야 하는 일은 터미널을 담고 있는 트레이를 투입 스테이션에 쌓아 올린 뒤 버튼을 누르는 것 뿐입니다.” 쌓아 올린 트레이는 피킹 시스템(picking system)으로 진행하고, 여기서 델타 로봇(delta robot)이 모듈을 트레이로부터 픽업한 다음 각각 대기 중인 XPlanar 무버 위에 올려 놓는다. 시스템에는 두 개의 주 경로가 존재하는데, 이들은 마치 고속도로와 같은 기능을 수행하여, 좌측 및 우측 방향으로 꺾어지며 프로그래밍 스테이션과 테스트 스테이션으로 이어진다. 이러한 스테이션은 두 선로의 측면 파킹 베이 또는 출구 쪽에 위치하고 있다. 두 선로 사이에는 세 번째 경로가 존재하는데, 이곳은 모든 무버가 피커(picker) 부분으로 돌아갈 때 사용하는 경로이다. 이와 같은 대칭적 구조는 전체 시스템의 절반에 장애가 발생한다고 할지라도 나머지 절반이 계속해서 작동한다는 장점이 있다.
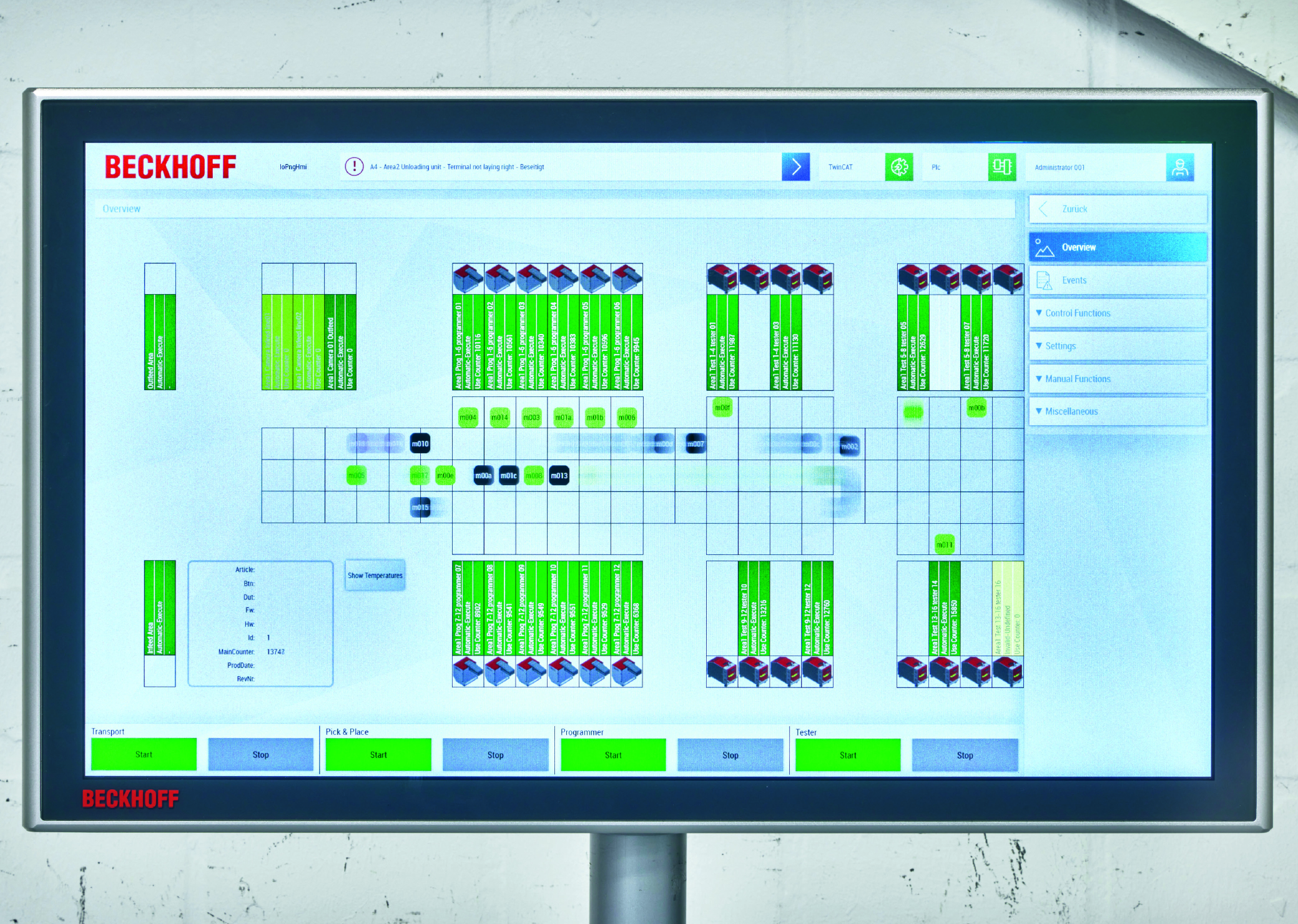
전체 100개의 XPlanar 타일 위에 호버링하고 있는 33개의 무버가 TwinCAT HMI에서 실시간으로 생성되는 시각화 화면 상에 표시된다. © Beckhoff
무버는 판독 스테이션 아래에서 터미널을 통과해 수평 프로그래밍 스테이션으로 이동한다. 판독 스테이션은 각 터미널의 개별 BIC(Beckhoff Identification Code)를 캡처하고 판독한다. 이 과정에서 복수의 카메라 및 Beckhoff 비전이 사용된다. 시스템 프로그래밍 담당, Ulrich Brockhaus는 다음과 같이 설명한다. “이후, 시스템은 터미널 종류를 판독하게 되며, 나머지 모든 공정은 자율적으로 이루어집니다. 즉, 프로그래밍에서부터 필요 시 아날로그 채널 조정, 그리고 기능 시험까지가 여기에 해당됩니다.” 그와 동시에 BIC는 ID를 통해 해당되는 무버에 ‘할당‘된다. 이것은 무버의 ID를 사용하여 각각의 무버 및 터미널의 위치를 정밀하게 추적할 수 있다는 것을 의미한다. 이 기능은 전력이 끊어지더라도 추적이 가능하다.
무버가 자유 프로그래밍 스테이션에 도달한 경우, 터미널을 정확하게 컨택트 핀 아래에 위치시킨다. 이어서 BIC에 따라 해당되는 펌웨어를 터미널 상에 로드한다.
무버가 범용 테스트 스테이션 중 한 곳에 멈추게 되면, 테스팅 스테이션에서는 BIC를 기준으로 하여 각 장치 별로 구체적으로 설정된 테스트 시퀀스를 불러온다. 만일 소프트웨어를 정확하게 로드하고, 기능 시험 보고서에 문제가 없는 경우, 무버는 터미널을 피킹 스테이션의 두 번째 델타 로봇에게 이송시킨다. 여기서 델타 로봇은 중간 트랙을 사용해 터미널을 다른 트레이 위에 위치시킨다. 무버는 판독 스테이션을 두 번째로 통과하게 되며, 이 시점에는 반대 방향을 향해 위치하게 된다. Stefan Engelke는 다음과 같이 말한다. “터미널은 반송 트랙 상에서 갱신된 BIC를 캡처함으로써 예약되고, 각각의 터미널에 대한 펌웨어 설치 및 기능 시험은 각각 중앙의 데이터베이스에 기록됩니다. 이는 아날로그 터미널의 경우 모든 수정치를 포함하게 됩니다.”

AA3000 전기 실린더를 사용하여 터미널 캐리어를 삽입하며, AA1000 리니어 엑추에이터를 사용하여 컨택트 핀을 아래로 내린다. © Beckhoff
모든 자유도 수준을 활용하는 XPlanar 시스템
이렇게 유연하면서도 빠른 공정의 기반은 100개의 타일로 구성되는 XPlanar 시스템이다. Michael Golz는 다음과 같이 설명한다. “두 개의 주 경로에 두 개의 외부 선로, 6개의 XPlanar 기본 세트로부터 1개의 반송 트랙을 중간에 배치하면 움직이는 각각의 부품은 3x4 타일을 보유하게 됩니다.” 추가 구성물(add-on, 프로그래머 및 테스터)의 경우, 남아 있는 28개의 타일은 기본 시스템의 측면에 나사로 고정된다. 각각의 마운팅 위치는 전원 공급(400 V AC), Safety, 이더넷(LAN)은 물론 EtherCAT과의 표준 인터페이스를 지니게 된다. 시스템의 기계 설계, 그리고 터미널 컨택트의 디테일한 작업을 담당하는 Daniel Golz는 다음과 같이 강조한다. “이러한 인터페이스 및 시스템 배치를 통해 광범위한 전환 작업이 없이도 향후 확장이 가능해집니다.”
XPlanar는 기계 장치를 모듈화 시켜 줄 뿐만 아니라 여러 분야에 걸쳐 기계 공학적 요소의 단순화를 구현할 수 있게 해준다. 예를 들어, 프로그래밍 스테이션은 XPlanar의 XY 정밀 위치 선정 기능을 사용한다. 따라서, 정확한 위치에 도달하는 즉시, 프로그래머는 터미널 컨택트로 핀을 내리고, 펌웨어의 로딩을 시작할 수 있다.
그와 동시에, 또 다른 XPlanar의 기능이 설계 작업의 수고를 덜어준다. 이것이 바로 가변 플라이트 고도 기능이다. 시험 스테이션에 도착하면, 무버가 먼저 들어 올려져 테스트 스테이션의 슬라이드-인(slide-in) 유닛이 터미널 아래에서 움직일 수 있게 된다. 이어서 무버가 호버링 고도를 다시 한 번 낮추고, 터미널은 이어서 슬라이드-인 유닛 위에 위치하면서 테스터 내부로 빨려 들어간다. 이와 같은 방식이 지니는 장점은 바로 모든 접촉부에 자유로이 접근 및 접촉이 가능하다는 것이다. 시험 후, 터미널은 다시 무버 위에 역순으로 올려지게 된다.

이렇게 복잡한 시스템의 설계는 다음과 같이 완전한 팀 조직을 구성하고 나서야 비로소 가능해졌다. (Beckhoff 직원, 좌에서 우): Daniel Golz (기계 설계), Mathis Blattner (테스트 캐비닛 소프트웨어 개발), Ulrich Brockhaus (시스템 프로그래밍), Stefan Engelke (테스트 설비 개발), Michael Golz (데모 시스템 부장). © Beckhoff
여기서 삽입 및 제거 기간 동안 무버를 회전시킬 수 있는 기능이 다시 활성화된다. 이러한 기능을 사용하면 시스템의 어느 쪽 면이 사용되는지에 따라 무버를 180° 회전시킬 수 있게 된다. Daniel Golz는 다음과 같이 언급한다. “이러한 기능은 기계적인 복잡도를 크게 줄여주며, 우선 양 측면에서 테스터와 프로그래머 모두의 공간 절약형 구성을 가능하게 해줍니다.”
전체적으로, XPlanar의 4가지 특성 덕분에 시스템 구성에는 이점이 있습니다.
- 2D 제품 이송을 통해 개별적으로 터미널을 이송할 수 있게 되며 프로그래밍 및 테스팅 스테이션 내에서 병렬 처리가 가능해진다.
- XY 정밀 위치 설정을 통해 더 이상 프로그래밍 스테이션에서 시스템을 취급할 필요가 없어진다.
- Z 이동(상승/하강)의 도움으로 버스 터미널의 이송이 테스트 스테이션에서의 복잡한 기계적 구성을 대체하게 된다.
- 360° 회전을 통해 시스템의 거울 동기화 설정이 가능해진다.
전기 및 광학적 기능 심층 분석
테스팅 스테이션은 개별 터미널의 전기적 특성이나 기능 만을 점검하는 것이 아니다. Stefan Engelke는 다음과 같이 설명한다. “아날로그 신호를 가지고 있는 모든 터미널의 경우 해당하는 테스트 시퀀스 및 교정 작업이 함께 포함됩니다.” 통합 비전 시스템에서는 또한 프리즘의 유무 및 정위치 여부를 판단하고, 색상 및 LED 강도를 측정한다.
유니버설 테스트 캐비닛 덕분에 매우 다양한 종류의 EtherCAT터미널 과 이들이 지닌 다양한 기능 및 측정 범위를 시스템 상에서 완전 자동으로 시험할 수 있게 된다. 이들이 지니는 종합적인 측정 및 시험 기술은 Beckhoff 기술을 기반으로 설계되어 있으며, 특히 ELM 시리즈로부터 기인하는 정밀 측정 터미널에 초점을 맞추고 있다. 모바일 캐비닛에 설치되어, 플러그 커넥터를 통해 시스템에 연결되는 테스트 캐비닛은 전체 시스템의 전원을 끌 필요도 없이 빠르게 교체가 가능하다. 이러한 작업은 정기적으로 수행할 필요가 있다. 왜냐하면, ELM 터미널의 경우 측정 디바이스로서 특정 사이클에 따라 재교정 및 검증을 거쳐야 하기 때문이다.
PC 기반 제어 기능이 지니는 장점은 전체적인 조율 및 평가 과정에서도 분명히 알 수 있다. 만일 테스터 상에서 터미널의 불일치사항을 발견하는 경우 이것은 BIC를 통해 등록되며, 테스터는 해당 터미널을 프로그래밍 스테이션으로 돌려보내 재구성하도록 한다. 그러나 만일 에러 메시지가 프로그래머나 테스터 상에 지속적으로 뜨는 경우, 이는 고장이 발생했다는 것을 의미한다. Ulrich Brockhaus는 다음과 같이 설명한다. “이 경우, 테스터는 시스템 상에 사용이 불가능한 상태인 것으로 보고되며, 무버는 테스터에 대한 점검을 거쳐 필요에 따라 교체가 이루어지기 전까지는 더이상 해당 위치로 접근하지 않습니다.” 시스템에서 사용하는 스테이션의 개수는 짧은 기간 동안 하나 줄어들게 되지만, 시스템의 작동 자체에는 영향이 없으며, 속도도 크게 느려지지 않는다. Michael Golz가 다음과 같이 말을 덧붙인다. “고객에게 어떠한 문제를 일으킬 소지가 있는 I/O 터미널은 시스템에서 벗어날 수 없게 설계되어 있습니다.”

전체 시스템 엔지니어링과 마찬가지로 모바일 테스트 캐비닛 역시 Beckhoff 포트폴리오에 포함되어 있는 부품 만으로 제작된다. © Beckhoff
이러한 시스템이 PC 기반의 제어 기능이 어떻게 광범위한 작업 및 기능을 수행하는 데에 사용될 수 있는지를 보여주는 좋은 예시이다. 100개의 타일 상에서 33개의 무버를 조율하는 C6670 컨트롤 캐비닛 산업용 서버뿐만 아니라, 총 10개의 C6032 초소형 산업용 PC가 다른 시스템 구성 요소를 제어한다. 델타 로봇은 AX8000 다축 서보 시스템 및 AM8000 서보 모터를 통해 자동화된다. Ulrich Brockhaus는 다음과 같이 말한다. “AMI8100 통합 서보 드라이브를 사용하여 트레이의 투입 및 방출을 구현하고 있습니다. 이것이 가능한 이유는 이들의 크기가 매우 작으면서, EtherCAT 및 48 V의 전압 만으로도 작동이 가능하기 때문입니다.” 프로그래머에서는 AA1000 리니어 엑추에이터를 사용하여 터미널과의 접촉을 진행한다. 테스터는 AA3000 전기 실린더도 터미널 캐리어를 투입한다. 전체 세이프티 기술은 TwinSAFE를 사용하여 구현된다. TwinCAT Vision 은 DataMatrix 코드를 캡처한다. ELM 시리즈로부터 대략 40개의 EtherCAT 측정 터미널이 4개의 테스트 캐비닛 각각에 설치된다. 또한 EL 시리즈의 다양한 EtherCAT 터미널도 추가로 사용된다. Michael Golz는 다음과 같이 말한다. “PC 기반 제어로 인해 이번 프로젝트의 수행이 매우 간편해졌으며, 추가로 확장할 수 있는 방법도 찾게 되었습니다.”
Beckhoff I/O 생산 본부장 Michael Klasmeier는 다음과 같이 말을 덧붙인다. “Beckhoff의 I/O 터미널 포트폴리오는 2채널 디지털 입력 터미널에서부터 콤팩트 드라이브 기술에 이르기까지 다양한 제품을 보유하고 있습니다. 특히 여기에는 다양한 복잡성 수준을 가진 다양한 제품들이 포함되며, 연간 생산 대수 역시 수천에서 수십만 대에 이르고 있습니다. 이 제품들은 모두 East Westphalia, Verl 현지에서 생산되고 있습니다. Beckhoff는 현재 직원 규모 및 현재 가용한 공간 내에서 생산성을 극대화하는 것을 목표로 하고 있습니다. 이는 검사 업무의 자동화 없이는 불가능한 일입니다.”
링크:
연락처:
Beckhoff Automation Co., Ltd
www.beckhoff.com